
我是木頭仁。工坊裡換鑽頭最浪費時間,尤其在工地高處或狹窄角落,用三爪夾頭一支一支鎖實在累。這組六角柄麻花鑽頭走的是六角快裝柄,配上各式電動起子機隨插即用,從預鑽螺絲孔到鐵件開孔都能快速切換。材質是 HSS 高速鋼加上金色鈦塗層,刃口鋒利、散熱也比一般黑鑽好顧,是我桌邊隨手會抓的那種耗材。
🔧 用途與場景
- 木作預鑽引孔:靠近板邊鎖螺絲前先引孔,降低木材順紋裂開的機率
- 五金安裝:把手、鉸鏈、碰珠、暗鎖的螺絲孔定位開孔
- 鐵工與薄板:鐵皮、鋁材、PVC、石膏板的穿孔作業
- 跨材質施工:一組涵蓋常用小徑尺寸,木工、金工臨時都接得上
👤 適合誰
- 常在工地、高處或狹窄空間作業、需要快拆快換的師傅
- 做家具、系統櫃,需要大量預鑽螺絲孔的木工玩家
- 居家修繕、安裝五金、想一組備齊常用尺寸的人
- 木工、金工兩邊都會碰一點的綜合手作者
📋 產品規格
| 材質 | HSS 高速鋼 + 表面鍍鈦處理 |
|---|---|
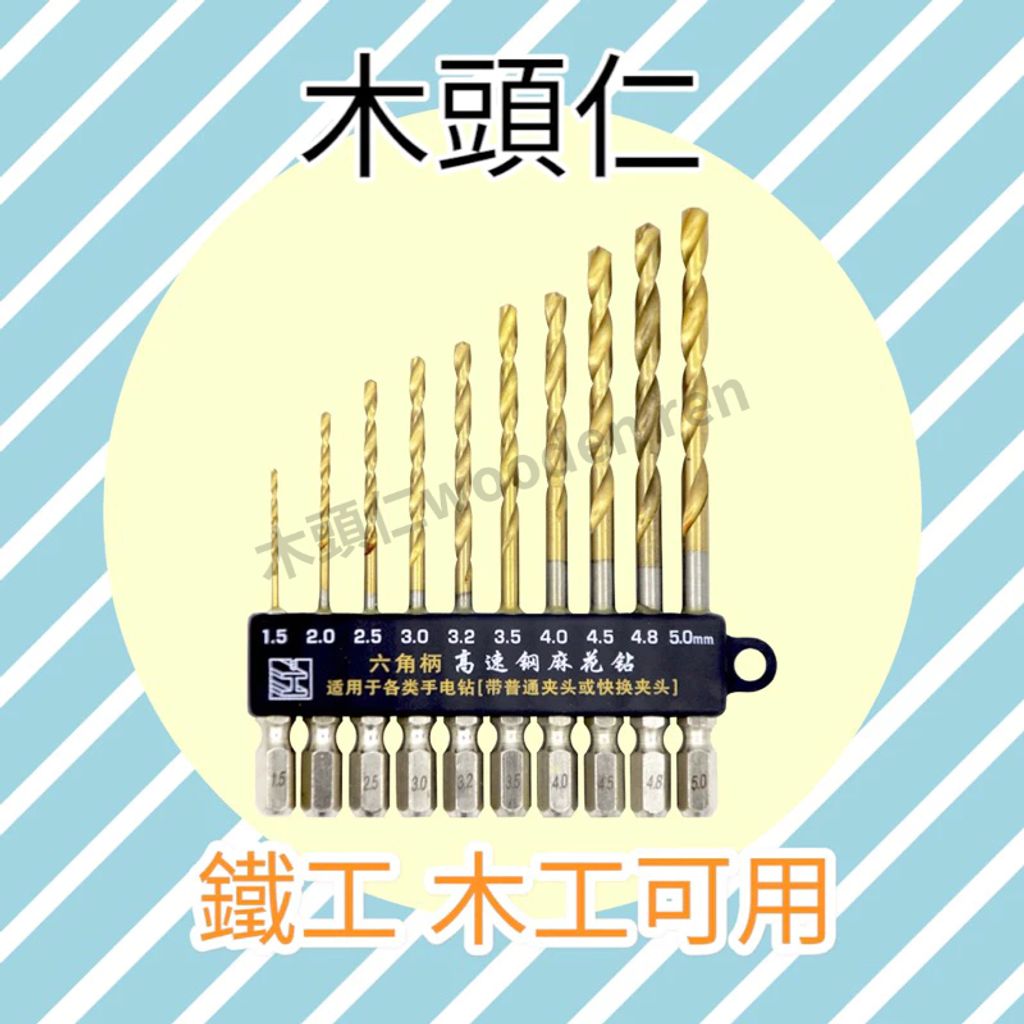
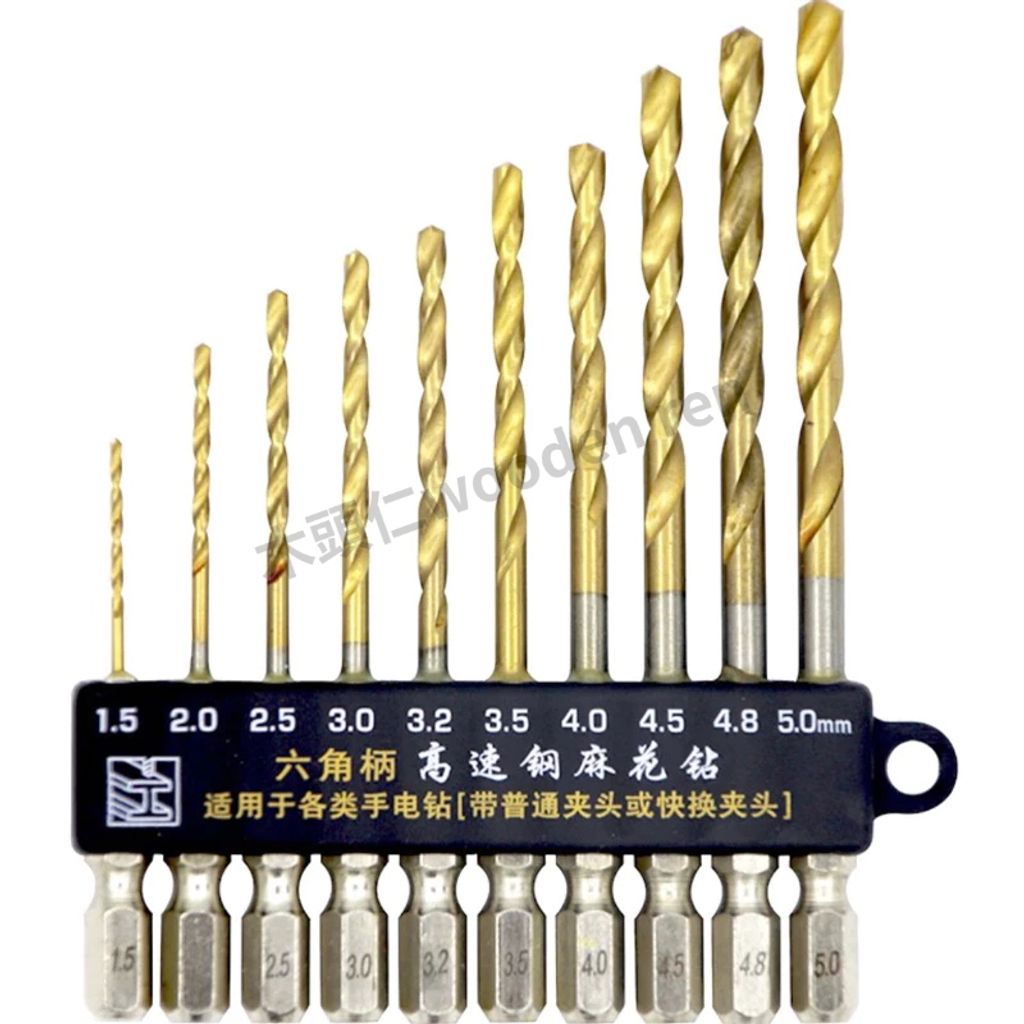
| 柄型 | 6.35mm(1/4")標準六角快裝柄 |
| 鑽尖型式 | 麻花鑽(V 字尖,排屑快、自動排屑) |
| 常見尺寸 | 1.5 / 2.0 / 2.5 / 3.0 / 3.2 / 3.5 / 4.0 / 4.5 / 4.8 / 5.0 / 6.0 mm(依規格選購) |
| 適用材質 | 鐵皮、鋁材、木板、塑料、石膏板、薄板 |
| 適用設備 | 電動起子機、手電鑽、衝擊起子機(六角夾頭) |
💬 常見問題
Q:木頭該用多少轉速?怕燒黑。
A:麻花鑽的原則是「鑽頭越大、木頭越硬,轉速越慢」。以我自己的習慣,6mm 以下的小鑽,軟木大約 3000 轉、硬木降到 1500 轉左右;6–12mm 區間,軟木約 2000、硬木約 1000。轉太快又一直頂著不退,孔壁就容易燻黑,寧可慢一點穩一點。
Q:鑽稍深一點的孔很容易卡屑、發燙怎麼辦?
A:麻花鑽是 V 字尖、靠螺旋槽自動排屑,但深孔還是要分段。我的做法是每鑽進「約一個鑽頭直徑」的深度就把鑽頭抬起來讓木屑排掉,再繼續下壓。屑排得出去,孔壁光滑、鑽頭也比較耐用。
Q:鑽穿木板背面總是爆裂、撕一塊出來,有救嗎?
A:在工件底下墊一塊廢木料,讓鑽頭穿出時是進到廢料裡,背面纖維被廢料頂住就不會爆口。這招對所有貫穿孔都有效,五金開孔尤其有感。
Q:用鑽床或電鑽鑽小件,安全上要注意什麼?
A:兩個鐵則。第一,工件一定要夾緊,用 G 型夾或夾鉗固定,不要徒手扶著,小件一旦被帶轉很危險。第二,操作鑽床等旋轉機台「不要戴手套」,手套被夾頭或鑽頭勾到會把整隻手捲進去,比刮傷嚴重太多;開機前也務必用夾頭鑰匙確認鑽頭鎖緊,並戴上護目鏡。
×
商品評價
成為首位評論者
撰寫評分
您對於產品的評價
您對於產品的評論