






做了十幾年木工,我可以很肯定地說:很多人抱怨台鋸切不直、會燒焦、甚至會反彈打手,問題不在馬力也不在鋸片鈍,而是靠山跟鋸片沒有絕對平行。這把百分表式校正表,就是把肉眼看不出來的偏差,用 0.01mm 的數據直接抓出來。
🔧 用途與場景
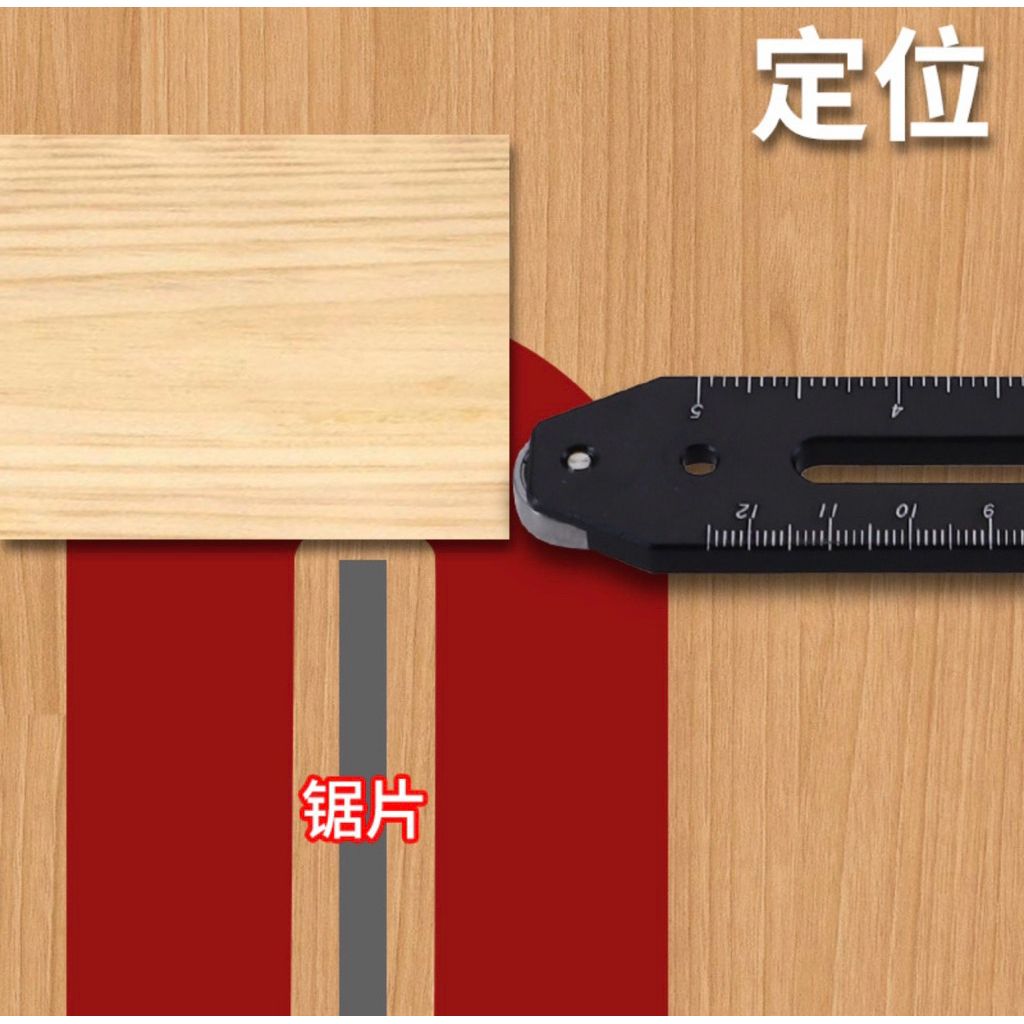
- 鋸片平行度校正:量測鋸片與桌面 T 型槽的前後偏差,把鋸片調到跟導軌平行,切削路徑才會筆直。
- 靠山(圍欄)平行校正:縱切前確認靠山平行於鋸片,前後誤差控制在 0.1mm 以內,避免側向壓力夾鋸。
- 排查燒焦與反彈:木料切完夾在靠山與鋸片之間,是 kickback 最常見的成因之一;靠山校正準了,這個風險就先少一半。
- 機台搬動後健檢:機台移位、換鋸片或定期保養後,重新量一次最安心。
👤 適合誰
- 有桌鋸/推台鋸的個人工作室,追求切面乾淨不燒焦。
- 木工廠的機台維修與調機人員,要量化偏差、留調校紀錄。
- 進階 DIY 玩家,想把二手或入門機台調到該有的精度。
- 常做精密拼板、櫃體的木友,吃尺寸、吃直角的工作最需要。
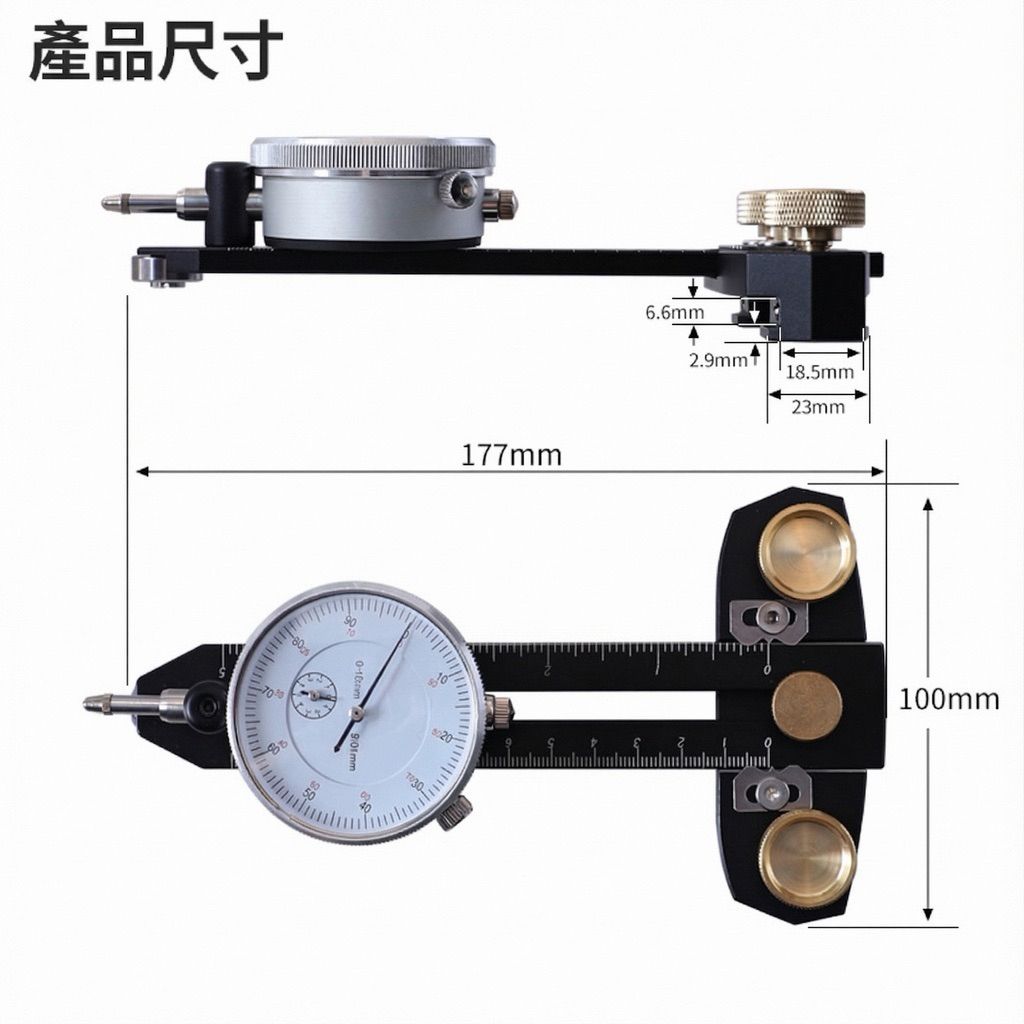
📋 產品規格
| 材質 | 鋁合金(陽極氧化處理)滑座 + 鋼製百分表 |
|---|---|
| 量測精度 | 0.01 mm |
| 主要功能 | 鋸片平行度量測、靠山水平校正、進料定位輔助 |
| 滑座適用 | 標準 T 型導軌 |
| 適用對象 | 專業木工廠、個人工作室、DIY 愛好者、機台維修人員 |
💬 常見問題
Q:靠山到底要校到多平行才夠?
A:縱切寬條的標準是靠山平行於鋸片、前後誤差小於 0.1mm。偏差再小,切深長一點的料就會吃到側壓力,輕則燒焦、重則夾鋸甩料。用這把百分表,0.01mm 的偏差都看得到,調起來有依據。
Q:量鋸片的時候怎麼量才準?
A:我的做法是先在鋸片上標記同一顆鋸齒,量完前端數據後,把鋸片旋轉到後端再量同一顆齒。這樣能排除鋸片本身可能存在的些微偏擺,量到的才是真正的「鋸片對導軌」偏差。
Q:機台多久要校正一次?
A:建議每三個月,或是搬動機台、換完鋸片之後重新校一次。機台一旦穩定,作品的成功率跟操作安全性都會明顯提升。
Q:這跟一般塑膠角度尺差在哪?
A:角度尺看的是角度,這把看的是「平行度的微米級偏差」。鋁合金滑座緊貼 T 型槽滑動、不晃動,基準穩定,是把機台從「素人感覺」調到「職人數據」的分水嶺工具。
×
商品評價
成為首位評論者
撰寫評分
您對於產品的評價
您對於產品的評論