


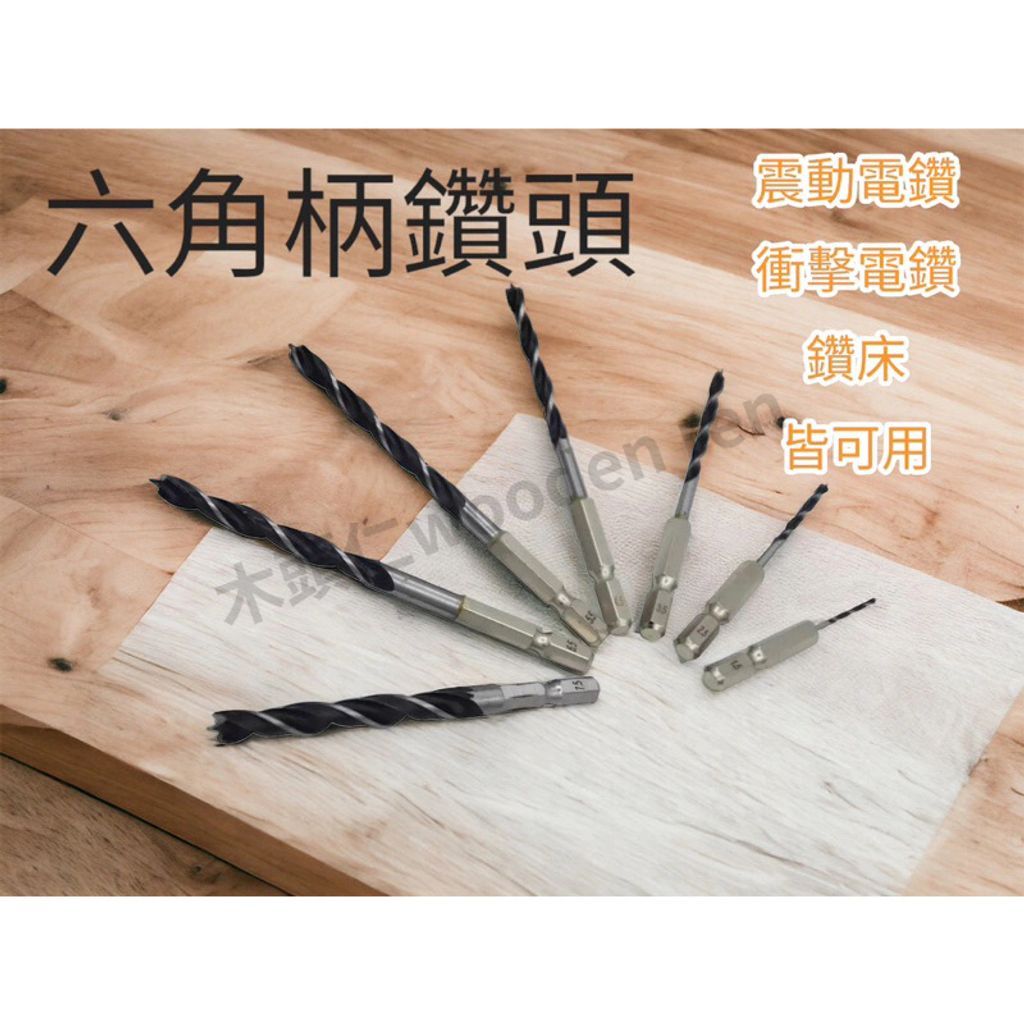


我是木頭仁。打木孔最氣人的,就是孔口崩一圈毛邊,明明孔位準,外觀卻像被狗啃過。問題出在鑽頭——一般麻花鑽是個 V 字尖,靠擠的方式進木料,孔緣木纖維還沒切斷就被頂裂。三尖鑽頭不一樣:中間一根定位尖先咬住木料不跑位,兩側外刃會搶在主刃之前把孔緣的木纖維「切斷」,所以孔口乾淨俐落,不爆邊。這跟細木作常講的 brad point 中心尖鑽是同一套原理,木材專用,孔位精準。
🔧 用途與場景
- 佛珠、木珠鑽中心孔:孔口出來直接穿線,不必再用砂紙修邊
- 鳥籠、木桿、欄條打孔:孔徑乾淨,桿件插進去服貼不晃
- 細木作精孔定位:木釘孔、裝飾穿孔、需要孔位精準的場合
- 緊鄰板邊的孔:外刃先斷纖維,比麻花鑽更不容易把邊緣頂裂
👤 適合誰
- 做佛珠、木珠、串飾的手作玩家,要求孔口乾淨不補工
- 玩鳥籠、模型、細木作的 DIY 職人
- 受不了麻花鑽打木料一直崩邊的人
- 家裡有六角柄電鑽 / 起子機,想換一支真正吃木料的鑽頭
📋 產品規格
| 類型 | 三尖木工鑽頭(中心尖 + 兩側外刃) |
|---|---|
| 柄型 | 6.35mm 六角柄 |
| 適用機具 | 電鑽、起子機(六角柄通用夾頭) |
| 適用材料 | 木料(佛珠、鳥籠、細木作精孔) |
💬 常見問題
Q:跟一般麻花鑽差在哪?為什麼貴一點?
A:麻花鑽是 V 字尖,打木料孔底是尖的、孔緣靠擠開所以易裂。三尖鑽中間尖點先定位、兩側外刃先把孔緣纖維切斷,孔口乾淨到佛珠可以直接穿線。差別在刀口設計,不是慢慢轉就能讓麻花鑽變乾淨——這是兩種結構。
Q:要用多快的轉速?
A:木工鑽孔的原則是「鑽頭越大、木頭越硬,轉速越慢」。這支屬於小徑鑽頭,軟木大約 3000 RPM、硬木降到 1500 RPM 上下就很順。進木時先低速讓中心尖咬住定位,孔位固定後再加速鑽進——一開始就高速容易跑位,孔就偏了。
Q:鑽深孔木屑卡住、甚至燒焦怎麼辦?
A:分段鑽。大約每鑽進「一個鑽頭直徑」的深度就抬起來讓木屑排出,再繼續往下。深孔尤其要這樣做,木屑堆積排不出去會摩擦生熱,把孔壁燒黑。
Q:怕孔的出口爆裂、會崩一塊,有解嗎?
A:打穿孔時在工件背面墊一片廢料,鑽頭穿出去是穿進廢料、不是穿進空氣,出口就不會爆裂。另外提醒一個安全鐵則:用電鑽 / 鑽床操作絕對不要戴手套,手套會被夾頭捲入,很危險。
×
商品評價
成為首位評論者
撰寫評分
您對於產品的評價
您對於產品的評論