







夾具夠不夠力,膠合的成敗差很多。我工作室拼桌面、組框架,靠的就是這類加厚瑪鋼的美式F夾——夾力紮實、推拉快速定位,轉動夾頭鎖緊就能穩穩咬住工件。它不是裝飾,是讓膠線確實壓合、結構真正牢靠的關鍵工具。
🔧 用途與場景
- 實木拼板膠合:邊接拼桌面、櫃側板,沿邊緣每 6–8 吋(約 150–200mm)放一支夾,膠合壓力到位。
- 框架與箱體組裝:櫃體、木盒、抽屜膠乾前固定,維持方正不走位。
- 重型膠合與石材加工固定:加厚瑪鋼導軌承重佳,夾持厚料、硬料也不易變形。
- 臨時治具壓制:打孔、銑切時把工件或模板牢牢壓在工作台上。
👤 適合誰
- 常做拼板、要把多片實木接成大面的木工玩家。
- 製作家具、木盒、箱體,需要膠合期間穩定固定的職人。
- 同時做木工與石材、金工,需要一支耐重通用夾具的工作室。
- 想升級膠合品質、告別「夾不緊或夾太緊」困擾的進階使用者。
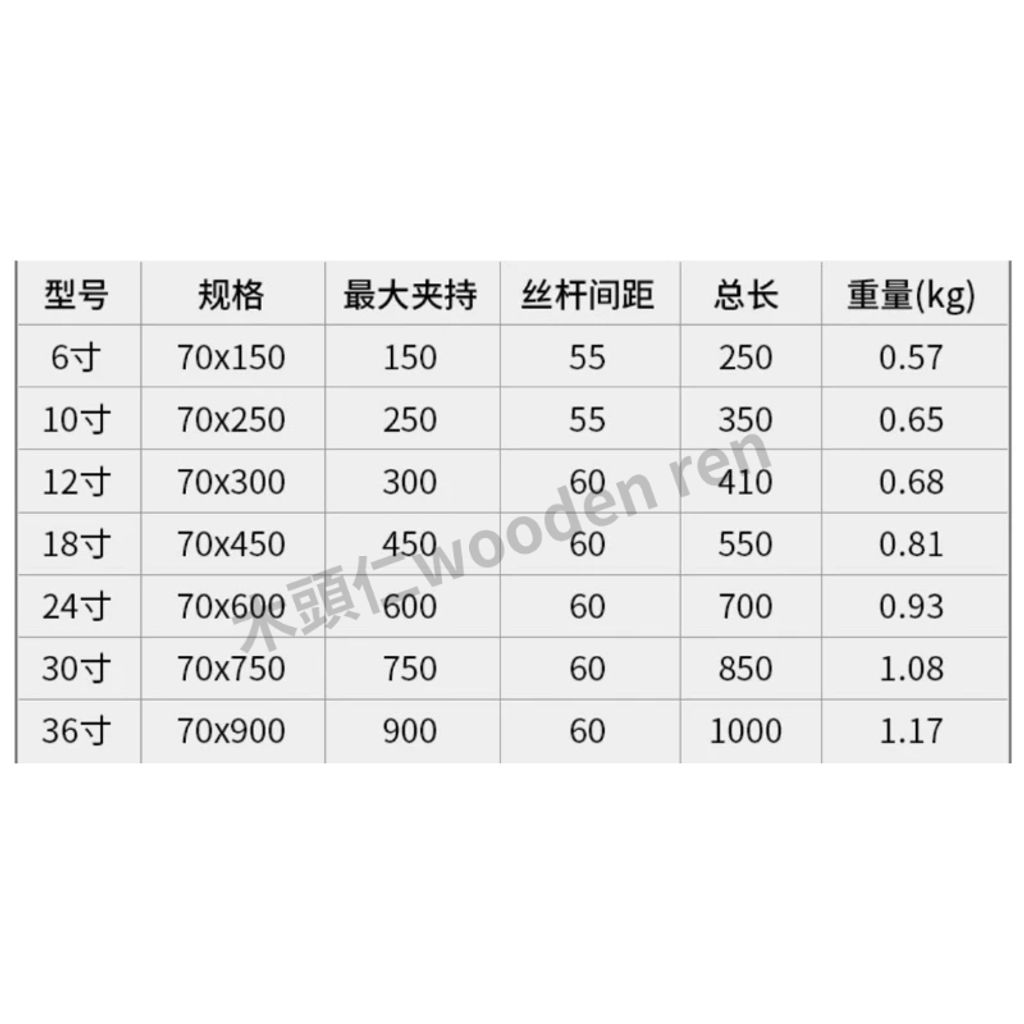
📋 產品規格
| 導軌材質 | 加厚瑪鋼,耐重防變形 |
|---|---|
| 夾頭形式 | 快速推拉定位 + 轉動鎖緊 |
| 規格 | 多尺寸可選,對應不同工件厚度 |
| 適用 | 重型木工膠合、拼板、框架組裝、石材固定 |
💬 常見問題
Q:F夾要鎖到多緊才對?
A:照 Titebond 官方膠合壓力,軟木約 100–175 psi、硬木約 175–250 psi。實務上一支中型F夾轉到「中等吃力但不費力」差不多就是這個力道。看到接縫擠出一條均勻細小的膠線(squeeze-out)就是壓力剛好,不必再硬扭。
Q:為什麼夾太緊反而黏不牢?
A:過度夾合會把膠擠光,造成「缺膠接合」(starved joint)——乾木對乾木,看起來有縫卻是空的,膠等於失效。對策很簡單:壓到細膠線出現就停手,不要拼命扭。
Q:怎麼避免夾頭在工件上留下夾痕?
A:夾持前在夾頭和工件之間墊一小塊廢木片,分散壓力又保護表面。拼板時建議夾子上下交替擺放,平衡夾合力,避免板材被夾出弓曲。
Q:拼一片大面板要用幾支F夾?
A:沿拼板邊緣每 6–8 吋放一支較保險,太疏會壓力不均、留下開縫的隱憂。長板尤其要平均分配,並上下交替,整片膠線才會一致緊實。
×
商品評價
成為首位評論者
撰寫評分
您對於產品的評價
您對於產品的評論