







做木碗最磨人的不是車削,是最後的打磨。我以前用手撕一塊砂紙貼著旋轉的碗面磨,磨沒幾分鐘手指就發燙,碗壁還磨得不均勻。後來改用這種鋁合金手持打磨盤,砂紙固定在盤面上、工件轉、砂紙輕貼,整個碗面的研磨快很多,手也不再貼著高溫工件硬撐——這是車旋收尾很實在的一個輔具。
🔧 用途與場景
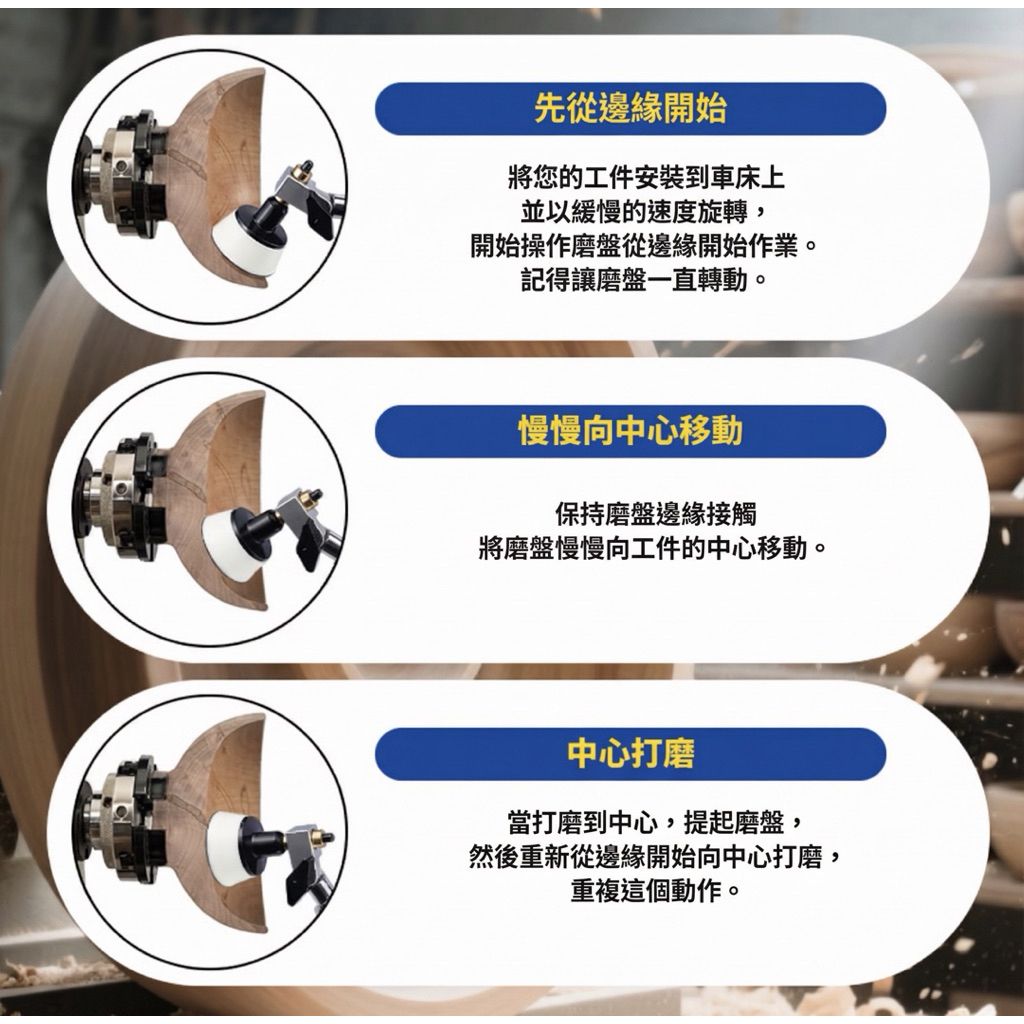
- 木碗、碗碟內外曲面的車床旋轉拋光,砂紙貼上盤面,靠工件自轉帶動研磨。
- 逐級換砂紙的整段砂磨流程:從粗目去刀痕、一路升級到細目把表面磨到反光。
- 食器類木作的表面精修——碗盤要光滑、不卡食物碎屑,最後通常砂到 #320–#400 再上食安木油。
- 車削後 tear-out(撕裂面)或 endgrain 較粗的區域,砂紙均勻接觸補救比手撕砂紙整齊。
👤 適合誰
- 玩車旋木工、常做木碗木盤的人,想把打磨工序做得更快更均勻。
- 做木製食器的職人,需要把表面砂到細目再上胡桃油、礦物油這類食安塗料。
- 受夠用手撕砂紙貼工件、手指被旋轉工件磨到發燙的車旋玩家。
- 追求成品摸起來滑順反光、在意最後一道手感的木工人。
📋 產品規格
| 項目 | 值 |
|---|---|
| 材質 | 鋁合金底盤,輕量耐用 |
| 使用方式 | 手持貼合車床旋轉工件研磨 |
| 適配砂紙 | 盤面固定砂紙,可換各號數砂紙使用 |
| 適用作業 | 木碗、碗碟等曲面拋光研磨 |
💬 常見問題
Q:砂紙號數要怎麼換才對?
A:鐵則就一條——不可跳號。砂磨最怕貪快,#80 直接跳到 #180,前一道的刮痕沒被磨掉,等你上了木油刮痕會整條被「拉」出來,看起來像舊家具。每一級最多往上升一半(例如 80→120→180→240→320),逐級磨乾淨才是最快的捷徑。
Q:起手要從幾號砂紙開始?
A:看你車削面的狀況。一般車削後從 #80 起手;如果你最後一刀用的是 shear scrape(剪切刮刀,刮刀翻 45° 薄削),表面已經很乾淨,可以直接從 #180 起跳,省掉前面好幾道粗磨。刀工乾淨,砂磨就輕鬆。
Q:車床轉速要開多快?
A:打磨不是車削,轉速要放慢。我習慣用低轉速、把打磨盤輕輕貼上工件旋轉面,靠砂紙自然接觸去磨,不要用力壓。壓太大力反而留下溝痕、又容易過熱。輕貼、多走幾圈,比死命壓更平整。
Q:做木碗食器磨到幾號才夠?
A:食器表面建議砂到 #320–#400,這樣摸起來滑、也不卡食物碎屑,之後再上胡桃油或礦物油這類食安塗料。每換一個號數前,用手指摸過確認前一道的紋路已經消失再往上跳,急著換號數,事後補救更麻煩。
×
商品評價
成為首位評論者
撰寫評分
您對於產品的評價
您對於產品的評論